


An Extruded Heatsink uses the Extrusion manufacturing process where material is pushed through a die of the desired cross-section. A good video of the extrusion process can be found at this link. An Extruded Heatsink can have very complex cross-sections, and use materials that are brittle. The extrusion forms parts with an excellent surface finish, and are ideal for additional surface treatments such as Anodizing, or plating. Radian uses high thermal conductivity aluminum alloy A6063 200 W/(m-K) which most heatsink manufacturers do not use as it is “gummy” and difficult to work without without a good process recipe. A Extruded heatsink is suitable for high volume production as it has a relatively low NRE. The molds are typically made with an EDM wire machine, and the Tooling lead time is typically 4-6 weeks. The most cost effective when post machining is not required as additional CNC machining may relive the stress, causing misshape. This can be minimized by special thermal treatment to limit failures due to stress. Extruded Heatsinks offer both thin fins, and aspect ratios of ~8:1 which offers optimal heatsink performance.
HEATSINK TECHNOLOGY
EXTRUDED HEATSINK
WHAT IS AN EXTRUDED HEATSINK?

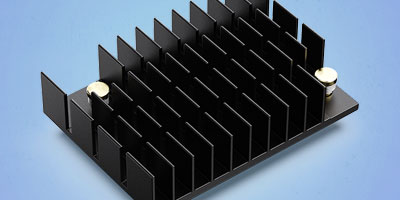
Plate Fin Extruded Heatsink
One of the most common type of Extruded Heatsink is the Platefin Extruded Heatsink which extracts heat by natural convection. An Extruded Platefin Heatsink uses straight fins that run the entire length to maximize the surface area of the heat sink. The heatsink can have additional machining to create a cross-cut which has a similar effect to an elliptical fin heatsink.

Standard Extruded Heatsink
The following list of Standard Extruded Heatsinks are usually available within a few days. These heatsinks are extruded, cut, and post machined then black anodized. As these standard extruded heatsinks have already been tooled, we can customize by increasing the fin length of the heatsink.
In addition, an extruded heatsink can have a fan added to create an active cooled heatsink.
| Part | Type | Style | Material | Length (mm) | Width (mm) | Height (mm) | Theta SA (°C/W) at 200LFM | Theta SA (°C/W) at 400LFM | Theta SA (°C/W) at 600LFM | Part |
|---|---|---|---|---|---|---|---|---|---|---|
| HS1568EB | Pushpin | Platefin | Aluminum | 57.9 | 36.8 | 11.4 | 2.2 | 1.3 | 1 | View |
| HS1574EB | Pushpin | Platefin | Aluminum | 57.9 | 36.8 | 22.9 | 0.9 | 0.6 | 0.5 | View |
| HS1576EB | DCDC | Platefin | Aluminum | 61 | 57.9 | 11.4 | 1.4 | 0.8 | 0.6 | View |
| HS1579EB | Pushpin | Platefin | Aluminum | 61 | 57.9 | 5.8 | 2.7 | 1.7 | 1.3 | View |
| HS1592EB | DCDC | Platefin | Aluminum | 116.8 | 61 | 11.4 | 1.2 | 0.7 | 0.5 | View |
| HS1594EB | DCDC | Platefin | Aluminum | 116.8 | 61 | 22.9 | 0.7 | 0.4 | 0.3 | View |